What Is a Fully Automatic Rigid Box Making Line?
 Jun 06,2026
Jun 06,2026Luxury packaging demands consistency. A rigid box that looks flawless on the outside hides a sequence of operations — glueing, forming, corner taping, wrapping — that must repeat exactly, hundreds or thousands of times per day. Manual and semi-automatic setups, which rely on multiple operators passing partially assembled boxes between stations, introduce inconsistencies. One worker applies slightly more glue; another misaligns a corner fold by a millimetre. Multiplied across an entire shift, those small variations become reject rates and wasted materials.
A fully automatic line eliminates those handoffs. Instead of disconnected machines or manual workstations, every station is linked by conveyors and controlled by a centralised system. The input is a cut and grooved grey board and pre‑printed wrapping paper. The output, at the end of the line, is a finished, tightly wrapped rigid box.
For a packaging manufacturer evaluating whether to invest in this type of automation, the first step is understanding what happens between input and output — and how the choice of configuration affects capacity, flexibility, and the types of boxes the line can produce.
The Core Stations of a Fully Automatic Line
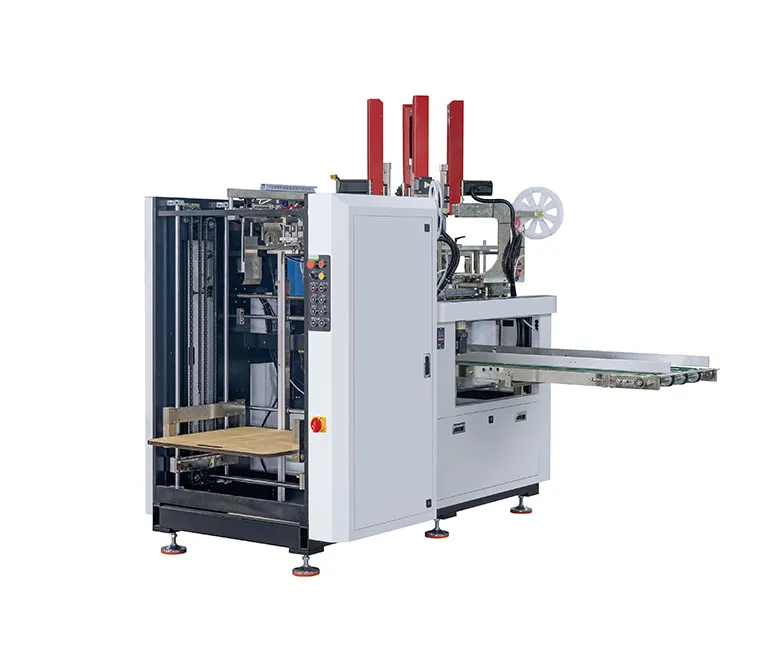
While different suppliers arrange and number the stations slightly differently, most fully automatic rigid box production lines consist of four key functional units. These can be integrated into one continuous line or supplied as individual machines that connect via conveyors.
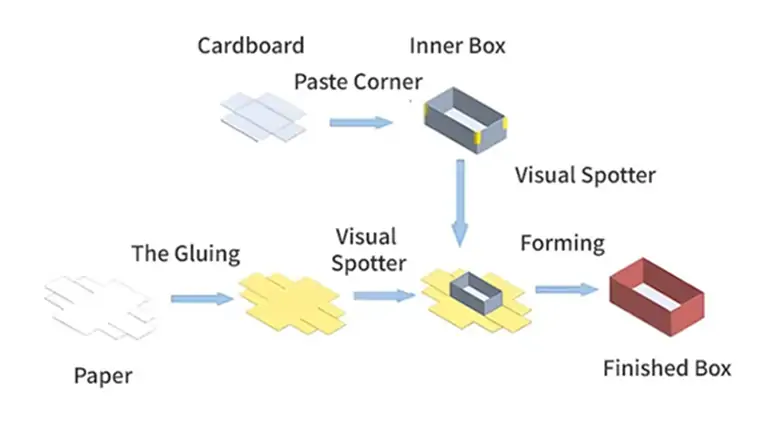
1. Corner Pasting
The process starts by taking a grooved grey board panel and applying adhesive tape or hot‑melt glue to its four corners, then folding them up to form the box base and lid. In a fully automatic line, this is handled by a high‑speed corner pasting machine with an automatic feeder. The machine picks individual board panels from a stack, applies adhesive precisely to the corners, and folds them. Some models can process up to 40 pieces per minute and adjust automatically to different board sizes without mould changes. For facilities that produce a wide range of box dimensions, mold‑free adjustment capability significantly reduces changeover time.
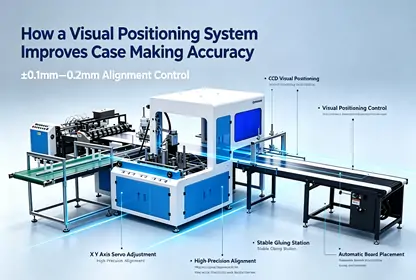
2. Glueing and Positioning
Once the corners are pasted, the formed box base or lid moves to a glueing station. Here, the wrapping paper is fed, coated evenly with adhesive, and then positioned onto the box component with high accuracy. Advanced systems use visual positioning cameras to detect the printed paper’s edges and align it to the board within a fraction of a millimetre. This optical alignment is critical for boxes that carry branding, patterns, or text that must sit perfectly on the final product. Without it, the risk of skewed logos or uneven borders increases.
3. Box Wrapping
After the paper is glued and positioned, the sides and edges must be folded over and pressed firmly to create crisp corners and a smooth surface. A box wrapping machine does this by pressing the paper‑covered box against a mould or forming plate, folding the excess paper over the edges, and applying controlled pressure. In a fully automatic line, this station may use servo‑drivenmouldss that adjust themselves when the operator inputs a new box size. The traditional approach — physically changing the mould and blade for each new dimension — is eliminated, cutting changeover time drastically and reducing the chance of human error.
4. Box Forming and Discharge
The final station presses the finished boxes, ensures all folds are secure, and discharges them onto an outfeed conveyor. For lines that produce two‑piece boxes (base and lid), a dual forming station allows both parts to be processed simultaneously, increasing throughput. At this point, boxes can be stacked manually or fed into a downstream packaging system.
These stations are not just arranged in sequence; they are asynchronous. A programmable logic controller (PLC) coordinates the timing of each machine, so that if one station pauses — say, the corner pasting unit detects a mis‑fed board — the entire line stops briefly to prevent jams or defective products continuing downstream.
How a Fully Automatic Line Differs from Semi‑Automatic Setups
A semi‑automatic production method, still common in many smaller box factories, keeps the same basic steps but replaces the conveyor‑driven integration with independent machines and manual transfer. For example, a corner pasting machine may automatically fold corners, but an operator then takes the stack of pasted boards to a separate glueing machine. Another operator loads the glued boards into a wrapping machine.
The difference is not only throughput. The more the product is handled, the higher the risk of misalignment, dust contamination, and inconsistent glue application. Each manual transfer also takes time and requires floor space for work‑in‑progress inventory between stations. A fully automatic line compresses the entire process into a compact, continuous flow, often reducing the number of operators from four or five down to one, whose primary role is monitoring and replenishing materials.
For a factory currently running a semi‑automatic operation, upgrading to a fully integrated line usually increases output per square meter of floor space and reduces the unit labour cost per box. However, it also requires a higher upfront capital investment and a different maintenance discipline — the machinery must be kept calibrated, and staff need training on the control system. Explore how different levels of automation compare for rigid box production.
Key Considerations Before Investing
Not every box producer benefits equally from a fully automatic line. The decision to invest depends on production volume, box size variety, and the physical space available.
Production Volume: A line that runs at 20–25 finished boxes per minute makes less economic sense for a factory that produces only a few thousand boxes per month. At that scale, a semi‑automatic setup or even a manual‑assisted wrapping machine may offer a better return. But for facilities shipping tens of thousands of boxes per month, the throughput advantage of a fully automatic line pays back through reduced labour and higher consistency.
Box Size Variety: The ability to change over quickly between box dimensions matters as much as top speed. Mold‑adjusting technology allows the operator to input new dimensions on a touchscreen; the machine then repositions its guides and mould automatically. Without this, every size change requires mechanical adjustments — loosening bolts, swapping plates, re‑aligning — which can take 15 to 30 minutes per change. A line producing many different box formats each day needs that rapid changeover to stay productive.
Maintenance Infrastructure: A fully automatic line contains servo motors, pneumatic cylinders, sensors, and PLCs. The factory needs a basic supply of compressed air, electrical stability, and a maintenance technician familiar with automated machinery. Spare parts availability also matters. When a sensor fails on a line that runs 16 hours a day, waiting a week for a replacement is not acceptable. Checking the supplier’s spare parts service and typical response times before purchase helps avoid extended downtime.
Training and Support: An automated line is only as good as the team running it. Operators need to learn not just which buttons to press, but how to interpret error codes, clear jams without damaging components, and perform daily maintenance. Suppliers who offer on‑site installation training and ongoing remote support can reduce the learning curve significantly. Before committing, it is practical to ask about training duration, the availability of operating manuals in the local language, and whether video calls for troubleshooting are supported. See detailed configurations and support options for automated rigid box production equipment.
Maintaining Quality Output Over Time
Even with automation, output quality depends on consistent raw materials and regular machine upkeep. The grey board must be cut precisely — an error of a few tenths of a millimetre in groove depth or board dimension will cause mis‑folding, even if the machine is perfectly calibrated. Using a board from a consistent supplier and checking batch quality before loading helps keep rejection rates low.
On the machine side, daily and weekly maintenance tasks include cleaning glue from applicator nozzles (dried glue blocks the flow), checking belt tensions on conveyors, lubricating linear guides, and verifying that optical sensors are free of dust and adhesive residue. In a high‑humidity environment, moisture can affect board dimensions and glue curing time; production managers may need to adjust settings seasonally.
Many suppliers provide a maintenance checklist specific to their equipment. Following it systematically prevents the kind of accumulated small issues that gradually degrade output quality without triggering an immediate machine stoppage.
Choosing to invest in a fully automatic production line for rigid box manufacturing is a major step that affects factory layout, workforce structure, and daily operations. Understanding exactly how the stations integrate, what capacities and changeover times are achievable, and what support is available forms the foundation of a decision that will shape production for years. For those ready to move from general research to specific machine specifications, it can be helpful to review actual product data and installation examples. View complete line specifications and application examples.